Achieve product traceability in the Food Industry by Implementing Advantech’s Industrial Automation System
7/21/2020


Introduction
Nowadays, product traceability is essential for the food and beverage industry to ensure food safety and eliminate customer concerns. In fact, in many countries traceability is a legal requirement. By keeping a record of the entire production and distribution history, suppliers are able to react quickly to any issues. In the case of a product recall, for example, suppliers can determine the source of the problem and tell distributors to remove the product from shelves. For this reason, many food and beverage manufacturers are implementing industrial automation solutions for ensuring product traceability.
Advantech, a leading automation solutions expert, assisted a world-renowned ice cream manufacturer with converting their manual processes into automated digitalized processes. This allowed the company to track all products as the move through the supply chain, achieving product traceability and ensuring food safety.
Challenge
Baccio de Latte is a Brazilian ice cream company with more than 140 stores across Brazil. They wanted to implement an automated data monitoring system to improve their production efficiency and traceability.

Weighing and mixing ingredients is some of the key processes of ice cream manufacturing. Previously, after weighing and separating the ingredients, operators would document the amounts manually using a printed spreadsheet. This increased the potential for errors, data losses, and imprecise measurements and mixtures. Thus, the company required a solution that would enable them to automate all the weighing and measuring processes as well as the data collection/documentation.
Additionally, because all the production processes were manual, there was a lack of traceability in terms of product identification, batch separation, or even accurate final weight measurements. This lack of traceability also impacted the logistics department, which had difficulty separating orders and sending out correct product quantities.
It was also difficult to assess whether the operators were performing production procedures accurately and taking correct measurements. This reliance on manual processing and lack of product traceability resulted in substantial waste and inconsistent production. Accordingly, Baccio de Latte wanted a solution that would convert their manual processes into automated processes for easy tracing and monitoring at every stage of production to facilitate improved process management and operational optimization.
Solution
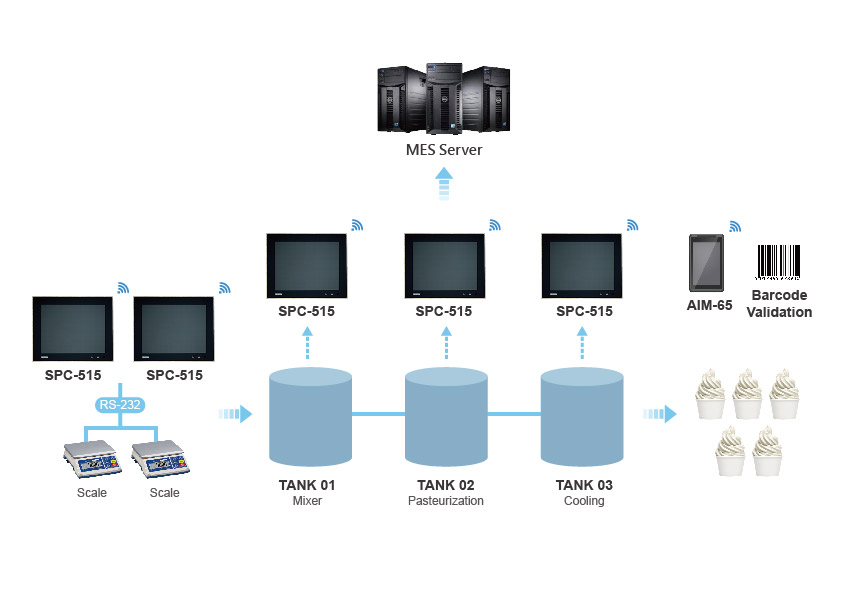
For this project, Advantech collaborated with a software company to develop the overall solution architecture. Advantech provided the hardware, namely its SPC-515 panel PCs and AIM-65 tablets, for monitoring and managing the various production processes and stages. The panel PCs and tablets were used to access the manufacturing execution system (MES), control the material flow, and track the recipe.
For weighing the raw materials, the panel PCs were connected to the scales via a serial port. Once a job order is received from the MES and the ingredients are fed into the production machines, the panel PC automatically verifies the weight and proportions of ingredients at each production stage to ensure the recipe is followed exactly. If the material measurements and recipe is confirmed to be accurate, labels are printed.
Advantech’s SPC-515 panel PC is IP69K rated and enclosed in SUS 304L stainless steel housing that is resistant to oxidation, corrosion, and bacteria. The true-flat screen prevents the accumulation of dirt and facilitates regular sanitation for a truly hygienic design. In accordance with the DIN EN 1672-2 standards for food processing machinery, Advantech’s SPC-500 HMIs are built with specially designed screws that are resistant to residue buildup. This prevents microbial contamination during food processing. The provision of serial ports and wireless connectivity allow the devices to be easily integrated with the weighing scales. Meanwhile, the AIM-65 tablets equipped with a barcode reader are designed to be rugged and robust in order to support mobile computing.

The flexibility and durability of Advantech’s hardware were key advantages for this project. Because Advantech products can support devices produced by other manufacturers, they can be easily integration with existing legacy infrastructure. In addition to product flexibility, the hygienic design of the hardware satisfied strict hygiene requirements and ensured food safety during processing.
Benefit
Advantech’s years of experience and expertise in the industrial computing sector, as well as its global presence and localized customer support were very attractive advantages.
By replacing the manual production processes with an automated system, the company was able to reduce inconsistencies and inaccurate measurements and achieve production traceability and enhanced control for operational predictability and reduced waste. Moreover, by introducing automated data collection and processing, the company was able to conduct flexible monitoring for preemptive maintenance and process optimization.
Because the company is only in the initial stage of digitalizing its production processes, they may encounter new or changing technology demands in the future. With its comprehensive product portfolio, Advantech is well equipped to offer innovative solutions that satisfy any demands that may arise in the future.


/SPC-515_B_120191127182808.jpg)
