Advantech's Multi-station Woodworking CNC Solution
4/27/2020

Introduction
With the improvement of living standards and the awakening of the new generation's consciousness of individuality, custom furniture and full house customization is now the mainstream trend. Meeting customers' needs for custom furniture has become an important breakthrough point in the transformation of many traditional furniture manufacturers. Custom furniture for the whole house poses new challenges to production efficiency and styles. How to make custom furniture faster and more flexibly based on customer orders is a problem that equipment suppliers need to solve urgently.

Industry Status
At present, most of the new smart custom furniture manufacturers use order splitting software to send the orders to the woodworking processing equipment through the database, and then execute the processing program through the CAM software's path optimization feature and the CNC controller to realize custom processing. As the type and quantity of orders increase, higher requirements are placed on the processing rate and flexibility of the woodworking CNC. The traditional CNC system cannot meet these requirements, mainly in the following aspects:
- The traditional CNC system architecture is relatively closed; it's hard to expand and customize optimization, making it difficult to substantially increase efficiency;
- Traditional control systems have few interfaces and insufficient scalability, making it difficult to integrate upstream and downstream equipment to form production lines. It has low compatibility with the latest mechanical structures in the market;
- The G/M code is rigid, so it cannot quickly adapt to the specifications of the new processing application;
- Informatization is difficult; it is hard to connect the database and MES system, and difficult to informatize the production line;
Project Background
Client is a system integration company that integrates R&D, manufacturing, and sales. A long-term CNC wood milling machine customer proposed new demands to our client, hoping to further upgrade and optimize the original CNC milling machine's efficiency and ordering method, and at the same time, increase its compatibility with more higher-level software and MES systems to realize online dispatch and production.
Customer Needs
Enhance processing rate and control costs: Processing rate is the core indicator of equipment. Since the original controller is a traditional CNC system, the number of axes and programs are relatively fixed. To meet the new efficiency requirements, the customer must purchase three sets of CNC systems. As the costs increase, the communication and debugging costs between the CNC systems increase as well. Easy to connect other equipment: Woodworking equipment, originally stand-alone machinery, is now connected. This CNC wood milling machine requires an interface to connect to the PLC controller of the upstream double-end saw. The traditional CNC system cannot connect to the upstream PLC due to insufficient interfaces. High code compatibility: The G-code/M-code format of the original CNC system is rigid. If the new software introduces newly defined M-code, R&D support from the manufacturer is needed, which is difficult and takes a long time. Connect the database and MES to realize informatization: The dispatch and flexible processing of panel furniture requires the customer's equipment to be connected to the database and MES. The original system information interface is difficult to expand and integrate IT and OT.
Advantech's Solution
In response to the above customer requirements, Advantech jointly developed a WISE-5580 multi-station woodworking CNC solution with customer, which increased the processing rate from 2 minutes to 20 seconds, realized multi-station expansion, and connected the MES.
Solution Overview
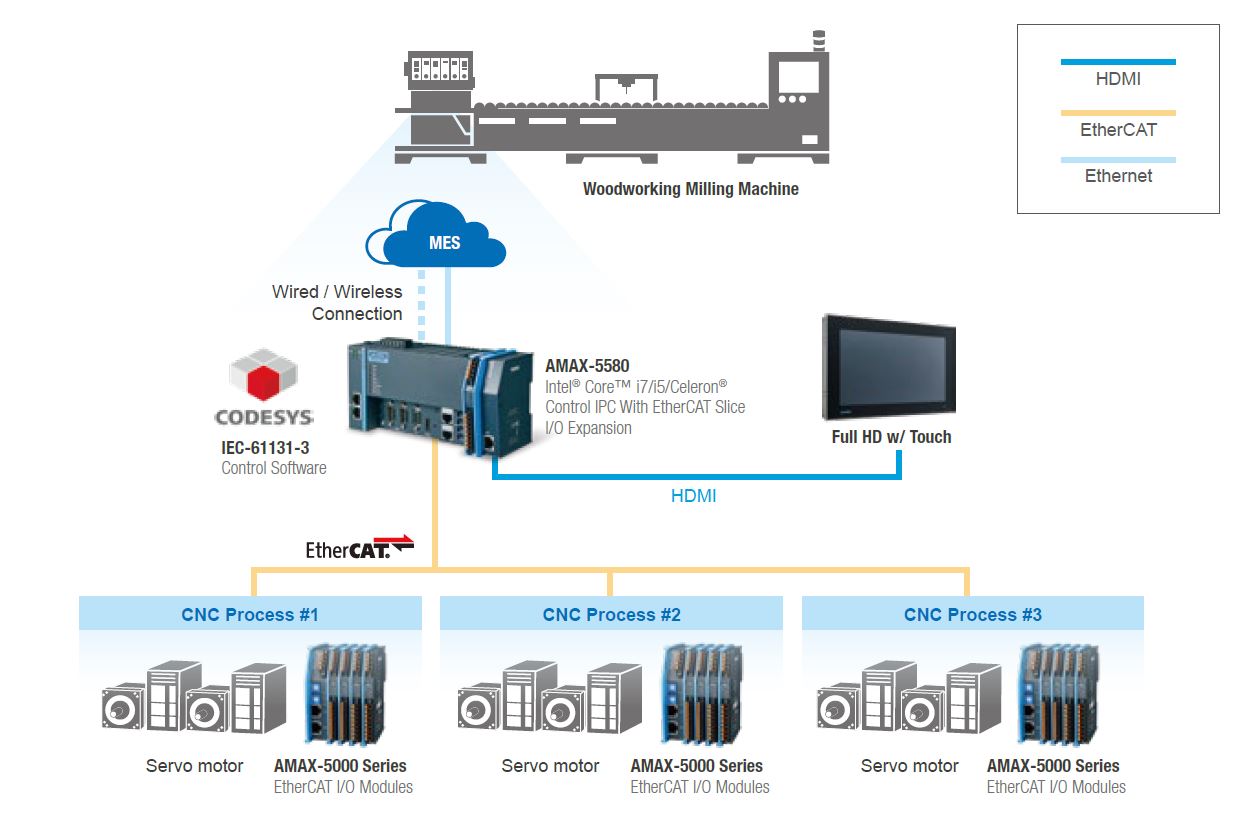
Advantech's edge control solution, high-performance Intel processing core, using a sub-core and sub-system structure, a set of solutions integrates the Windows7 open information environment and CODESYS real-time automation kernel to achieve multi-axis motion control, CNC processing, and database and human-machine interface features. The embedded CNC function allows customers to define M-code flexibly, supports the EtherCAT bus, breaks the bottleneck of the traditional controller's axis control, and works with Shihlin Electric's SDP EtherCAT series servo motor drivers to easily realize multi-station simultaneous processing, greatly improving equipment processing rate. Modular interface expansion allows equipment to connect upstream and downstream equipment. Advantech's CODESYS database module allows equipment to quickly connect to an MES to achieve online dispatch.
Project Implementation
- AMAX-5580: PC-based edge controller, which can expand the plug-in I/O module and servo driver through the EtherCAT bus;
- AMAX-5000 I/O modules: Based on the EtherCAT I/O module, 1.2 cm slim design, realizes up to 100μs real-time communication control and can be flexibly configured according to different models;
- Advantech CODESYS PLC control software: Supports multi-axis motion control, CNC G/M code, and ODBC database protocol, can realize multi-axis open CNC control systems, connect IT and OT, and realize flexible processing through the database and MES.
Advantages
- Integrate IT and OT to achieve flexible manufacturing: Because of Windows and the database communication feature, the customer's CAM software and MES can be integrated to realize order-based production and flexible manufacturing.
- The number of axes is no longer a bottleneck, greatly improving the processing rate: Based on the EtherCAT bus technology, it can quickly expand the servo axis to support up to 128 axes. It can increase the original processing station to three-stations for simultaneous processing. No human intervention is required to load and unload, which greatly improves the processing rate.
- Rich communication interface that connects the upstream and downstream stations: Advantech's edge controller supports RS232/422/485, Modbus, EtherCAT, EtherNet/IP, ProfiNET, and CANopen interfaces, which allows customers to easily connect the PLC of the upstream double-end saw and combine upstream and downstream stations to form a production line.
- Open CNC system: The support for standard G-code and custom M-code can be used to explain to customers that they may use various high-level CAM software to meet the requirements of more orders.
Project Outcomes
After the customer's CNC woodworking production line used Advantech's comprehensive solution, production efficiency was greatly improved. By optimizing the single-station to three-station processing, the original 2-minute process was reduced to 20 seconds. The MES and database communication interface integrates informatization and automation technologies to realize flexible processing and order-based manufacturing. The flexible expansion interface realizes the integration of upstream and downstream control equipment as well as woodworking and processing production lines.



/AMAX-5580_0220200304191460.jpg)
