Conveyor Health Management Innovation for Continuous Monitoring
2/15/2022
Abstract
Conveyor belt replacement and downtime have a detrimental impact on operations. For this reason, it is imperative to take preventative measures by predicting mechanical failures before they occur to avoid operational issues.
Partner: FUTURE FIBRE TECHNOLOGIES l Region: Australia

Introduction
Conveyor systems are used in a wide variety of applications across several industries. This ranges from packaging to printing, food and beverage processing, shipping, mining, and manufacturing. Conveyor systems enable quick and efficient movement of materials from one point to another, add value to business operations, and are the backbone of numerous industries around the world.
There are different conveyor systems including belt, roller, slat/apron, ball transfer, overhead, pneumatic, bucket, chute, magnetic, vertical, wheel, walking beam, vibrating, screw/auger chain. Each type has a specific purpose, so selecting the appropriate conveyor system is crucial and typically based on its intended application.
A conveyor belt is one of the most expensive components of the system and after a period of regular usage they develop particular defects, which affect the performance of operations and productivity. These defects include:
- Mis-tracking – The belt shifts from its specific path.
- Belt slippage – This is caused by stretching of the belts due to inadequate traction to grip the belt.
- Blockage – Materials getting caught on the belt, leading to a pile-up of materials and eventually blockage in the line of operation.
- Bearing rollers failure - The rollers on the conveyor belt seize up and develop sharp edges which can damage the system.
Belt replacement and downtime have a detrimental impact on operations. For this reason, it is imperative to take preventative measures by predicting mechanical failures before they occur to avoid any of the issues mentioned above. Proactive monitoring of any conveyor belt ensures the safe and cost-effective operation of the conveyor system well in the future.
Condition monitoring systems entail various detection methods including regular visual inspections. However, conventional monitoring methods are unreliable, time-consuming, labor-intensive, costly, and often hazardous. In addition, they rely on hearing, infrared cameras, or microphones, which are flawed as worn bearings don't always emit heat, background noise often creates microphone interference, and people are not perfect.

Project Requirements
This project involved conceptualizing a solution for Future Fibre Technologies (FFT), who are manufacturers of complete fibre-optic intrusion detection systems. FFT are specialists in fibre optics, developing superior technology that maximizes sensitivity and probability of detection, providing a more reliable solution.
The project focused on designing detection methods with the following criteria:
- Accurate, predictive, actionable, and quantifiable data provision
- Reliable and easy to install
- Durable and cost-effective
- Adaptable
A successful project should significantly reduce production downtime, costs associated with production delays, and potentially catastrophic damage like fires, not to mention an overall increase in overall manufacturing performance.
System Description
As a result of ever-changing and advancing technologies, it has become possible to perform condition monitoring more effectively, leading to more reliable results and information. Recent studies show that up to 90% of machinery malfunctions are predictable and can be avoided if adequate maintenance is carried out online without service interruption.
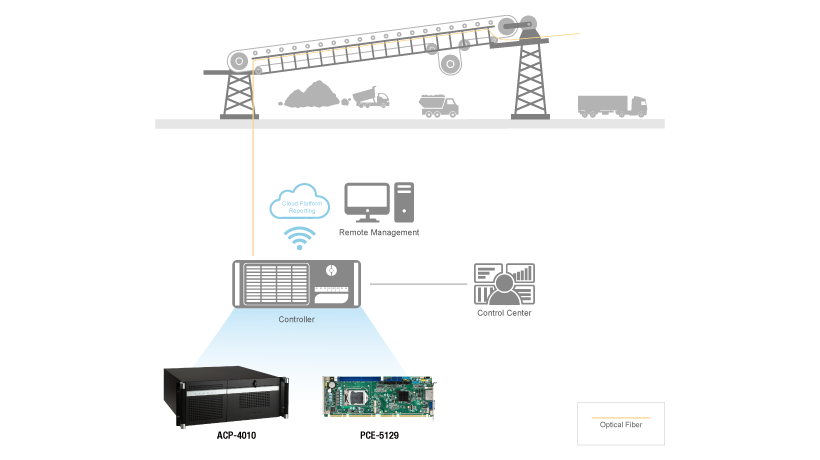
Therefore, the FFT Aura IQ system utilizes Advantech PCE-5129 industrial grade single board computer and ACP-4010 4U rackmount chassis with dual system support, to combine with FFT optical hardware sensing systems and advanced analytic software with cloud connectivity to create an IoT Cloud Edge sensing solution. An optical fibre cable is converted to a Distributed Acoustic Sensor (DAS) and connected to the central equipment and software. The sensing fibre cable is attached to a conveyor structure that provides unique sensing points every 0.5m.
In real-time, the condition monitoring system provides information to operations and maintenance personnel by examining input data from each sensor point. Using advanced analytics, acquired data which fails pre-programmed tolerances and modes, triggers alarms and notifications for system maintenance to be carried out. Furthermore, to prevent issues such as bearing roller failures, each event is given a relative value and then aggregated to provide a simple heat map of bearing failure progression for each section of the roller on the conveyor.
The condition monitoring system (with integration into the cloud and manufacturing system software) allows failures to be predicted long before they occur, allowing for planned maintenance and servicing, preventing disruption, and overall cost associated with bearing failures.
Project Implementation
Conclusion
Conveyor belt systems are essential for the continuous rapid movement of items from one area to another, used predominantly in manufacturing industries. They help significantly reduce production down times and reduce overall labor costs whilst maximizing productivity.
In addition, the system provides proactive reporting, enabling timely and minimal cost maintenance activities. The customer is provided with a complete solution utilizing ultra-sensitive fibre optic sensors enabling comprehensive MTTF data on rollers and bearings at all points on conveyors. The system is networked over the cloud, utilizes IoT, and is integrated into their existing production and manufacturing control systems. As a result, the successful implementation of the monitoring system delivers high reliability, improved safety, minimized maintenance costs, and improved operations to the customer.
The solution is flexible and could be deployed in other plants (including new and existing systems). With this solution, the customer can experience an excellent return of investment in an estimated six-month period or less. This solution also protects capital investment, maximizes efficiency, and prevents workflow interruption.
/ACP-4010_front_right_G20100826114716.gif)
/PCE-7129_Front_S20151124140534.jpg)