Connector Manufacturer Improves Quality and Efficiency with an AI System
4/17/2023

The smartphone market has always been highly competitive. To improve customer loyalty, major brands have been working on powerful features and innovative designs while also adhering to increasingly stringent standards in OEM production to ensure that all products delivered are of uniformly high quality.
A manufacturer of connectors for electronic devices manufactures under its own brand, and also as an OEM for several well-known global consumer electronics brands. This company decided to implement Spingence’s AINavi, an AI visual defect detection software application, along with an Advantech solution. By replacing the existing manual visual inspection process with an AI process to identify defects, the labor required for production was reduced, while at the same time quality was improved. The new system allowed the company to establish a deeper and more trusting relationship with smartphone manufacturers and enabled them to anticipate steady growth and development.
Three Major Challenges of Manual Visual Inspection
EJ Lee, Business Development Manager of Spingence, stated that there are several barriers to connector quality control, including inspections of size, waterproofing, plugging and unplugging, as well as identifying visible defects. They had automated most of the inspection items, except for the visible defects, which still relied on human visual inspection.
Visual inspection for defects in connectors is quite complex due to the presence of both metal and plastic components, each with different types of potential defects. This results in a complex variety of defects to detect. If the company were to implement automated optical inspection (AOI), which is becoming common as a type of automated inspection, many defects could remain undetected and an additional visual inspection by human operators would still be required. Furthermore, smartphone brand clients require that for any AOI equipment, the vendor must be on a specified list of approved service providers, making independent decisions impossible.
After careful consideration, the connector manufacturer decided to adopt a manual visual inspection method. On average, 5 to 10 visual inspectors were assigned to each production line to visually check products for defects. However, there are three major problems that arise with this type of manual inspection. First, the quality of inspection is quite variable. Each inspector's definition of what constitutes a defect may be slightly different due to varying levels of experience or other factors. This causes a certain amount of inconsistency.
The second issue is cost. Manual inspection at the end of each production line is quite a costly process. If such costs can be reduced, the total cost of production can be lowered appreciably.
Third, there is a potential risk of a labor shortage. Due to lower birth rates and the current labor trends in some societies around the world, labor shortages are a real possibility and something to be prepared for.
Combining AINavi With Advantech Hosts to Promote Automation of Visible Defect Detection
The connector manufacturer decided to introduce AINavi to their production lines for headphone contact plugs, Type-C chargers, Type-C smartphone cables, and Type-C headphones for fully automated inspections after comprehensive evaluation of the technology.
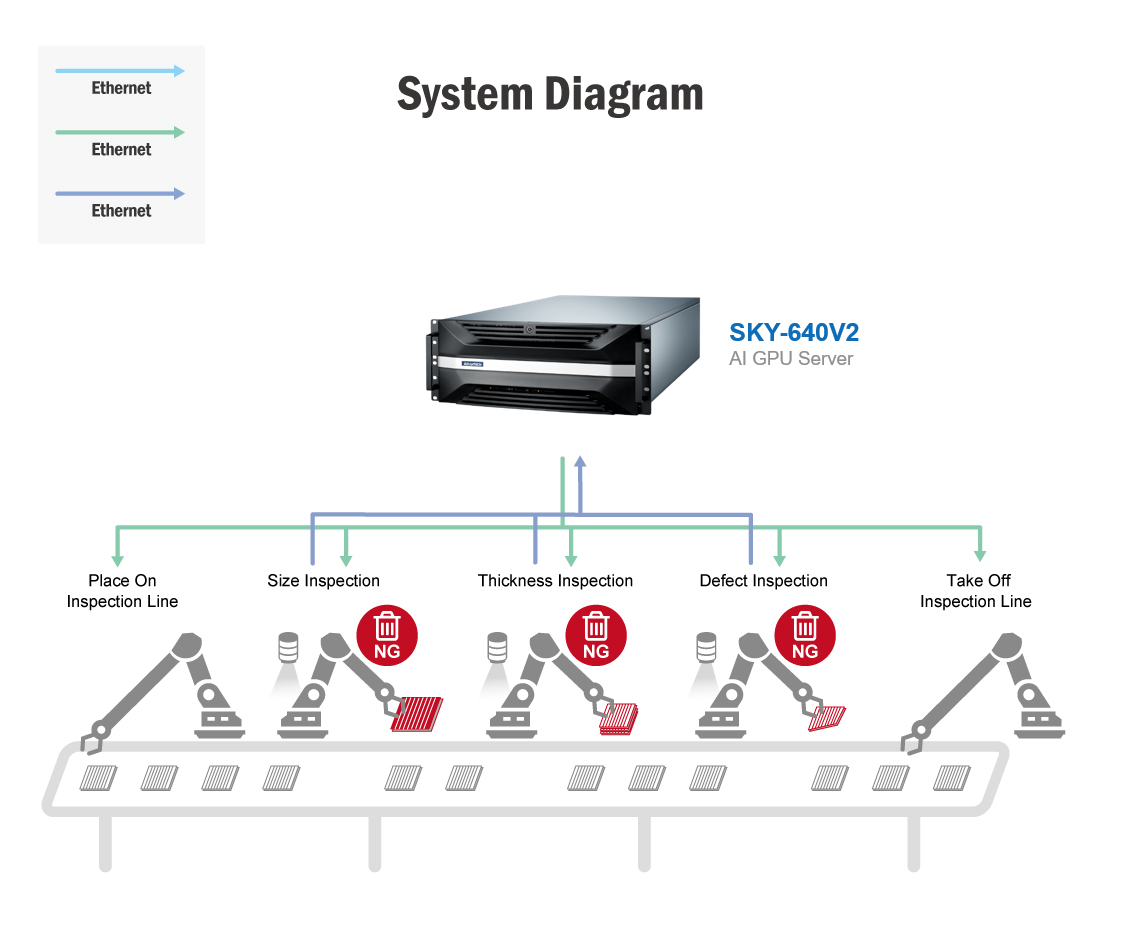
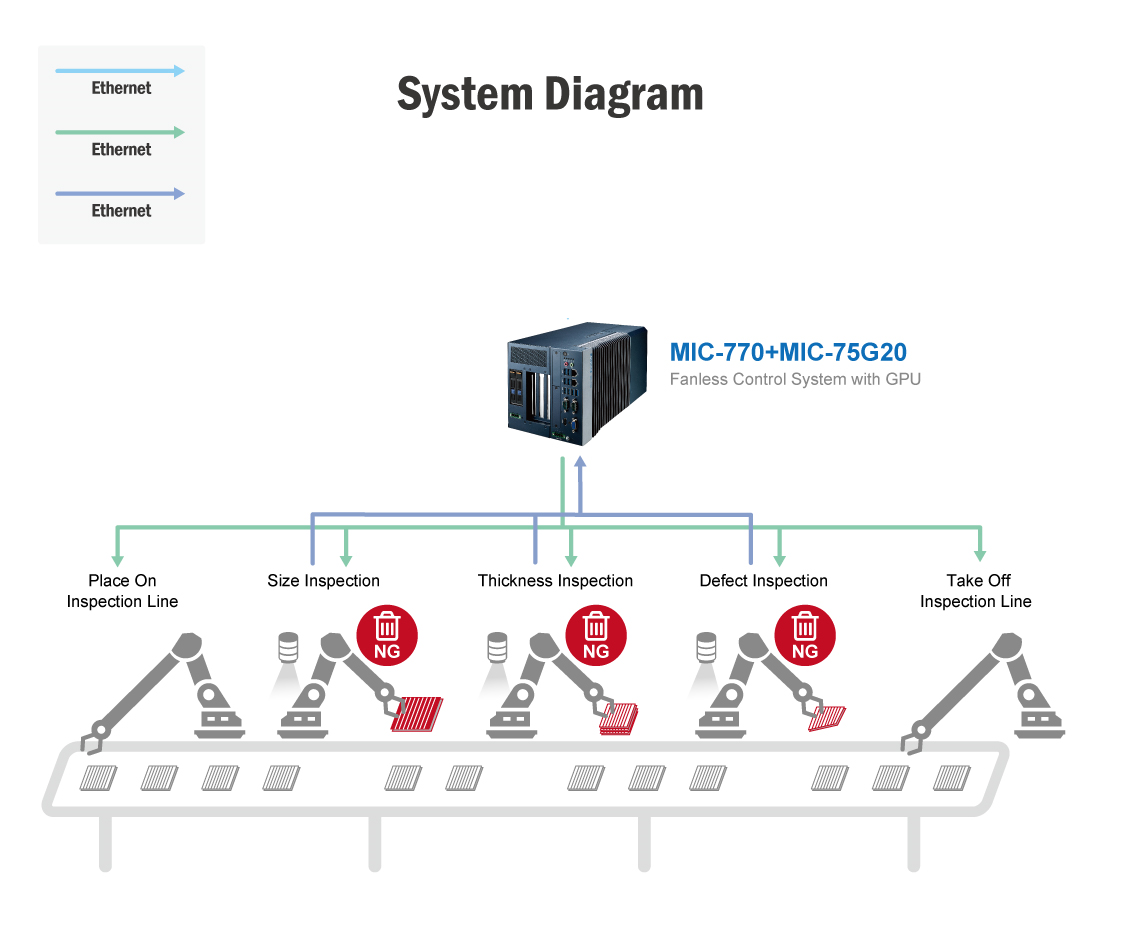
Lee further explained the overall system structure. The process is based on the manufacturer’s existing AOI equipment. Images are taken by the host computer of the AOI equipment, then sent to the AI host for pre-processing procedures such as cropping, shrinking, and masking. Then the images are analyzed and interpreted by AINavi and the results are sent back to the host computer of the AOI equipment to eliminate the defective products.
Due to high demand from smartphone brand clients, the connector manufacturer places great importance on production cycle time and inspection speed. Production targets demand exceptional stability and performance from the AI host. For this reason, Spingence chose to collaborate with Advantech to deploy Advantech’s fanless MIC-770 system, boosted by a powerful graphics card, with the SKY-6400 and SKY-6420 industrial GPU servers as AI hosts.
Lee informed us that the connector manufacturer has a wide range of products, and a different AI model needs to be run for each product, which creates demands on the host computer. Since Advantech has a variety of solutions, the client can take advantage of their existing Advantech hardware and build upon it.
For example, for products that only require 3 to 5 AI inspection models, the MIC-770 paired with a graphics card is sufficient. If the client decides to increase the number of defect categories for AI inspection, the addition of 1 or 2 more MIC-770s would be sufficient. Since the MIC-770 is small in size, it doesn’t take up a great deal of space, ensuring great flexibility for expansion. As for SKY-6400 and SKY-6420, they can be used for products that have more defect categories and are more complex. In addition to AI defect detection, they can also be used as AI model trainers. With AINavi's software scheduling function, engineers can schedule AI model training in advance to be run after work hours. They can then apply the retrained models the next day to confirm the effectiveness of the retrained AI inspection models.
Two Major Benefits of AINavi Defect Detection Software: Lower Costs and Greater Choice of Equipment
"The greatest benefit AINavi brought to the connector manufacturer is the reduction of costs and the establishment of equipment autonomy," said Lee. Since AINavi achieves a rate of undetected defects of less than 1% and a machine yield rate of more than 95%, the connector manufacturer successfully eliminated the requirement for visual inspectors and shifted manpower to other processes, reducing both production costs and potential labor shortage risks at the same time.
Furthermore, if automated defect inspection is to be implemented in other product lines, the connector manufacturer would also not be limited to the AOI equipment suppliers specified by the smartphone brand clients, since the AI can perform automated inspection, thus giving equipment autonomy to the company.
Lee noted that Spingence was first established in the automation applications field before expanding into AI applications. They accumulated a great deal of experience cooperating with factories, equipment vendors, and system integrators. Spingence is well aware of all the problems that may occur when implementing AI applications, and they assist manufacturers in solving these types of problems in establishing autonomous AI in their facilities.
In the future, Spingence aims to continue expanding AINavi applications to various other manufacturing industries that require visual defect inspection. They also have plans to collaborate with AOI equipment vendors to increase the added value of the equipment with AI capabilities. By pursuing this path, Spingence aspires to support Taiwanese industries in establishing and enhancing their competitiveness through technology.
-25/MIC-770-V2_Side-_Square_Small20210112102704.jpg)
-25/SKY-640V220240411142411.png)
/MIC-770_Side _S20190325104539.jpg)
-25/MIC-770-V2_03---(1)20221207100333.jpg)
/SKY-6420_Front left _B20190221173251.jpg)