Minimizing Defects with a Cold Chain Monitoring and Tracking Solution for Semiconductor Manufacturing
2022/7/28
Introduction
A global semiconductor foundry that makes chips
for other companies required a solution to control the quality of photoresist
during logistics. The customer’s original system did not provide real-time
status reports on key materials, resulting in serious manufacturing defects due
to unforeseen problems with the quality of the manufacturing process, leading
to huge losses. To overcome these problems, Advantech Design and Manufacturing
Service provided a compact cold chain solution that enabled real-time
monitoring and analysis of the temperature and humidity conditions affecting
key materials.
The impact of low-quality photoresist
Maintaining photoresist quality is important in
semiconductor manufacturing because low-quality photoresist interrupts the production
process, and this has a considerable impact on business operations and profits across
the entire semiconductor industry. The proper storage of the photoresist
solution is thus critical to ensuring the quality of subsequent processes, as it
ensures that production runs smoothly and product quality is high. This is why
the real-time monitoring and analysis of the status of key materials in transit
is critical.
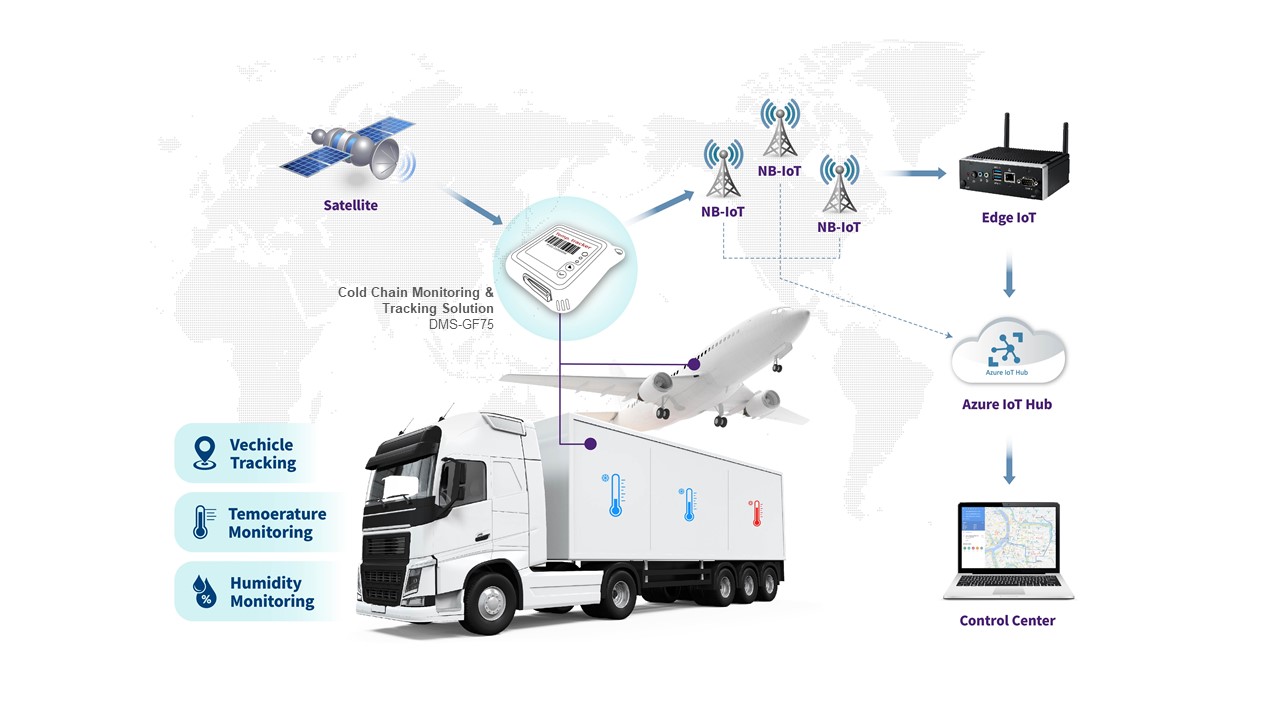
Cold chain monitoring and tracking from the edge to the cloud
The present case required an open
interconnection platform to monitor of the status of photoresist liquid. Built
on Azure IoT Edge technology, Advantech’s proposed solution provided the
customer with customized embedded computing technology designed specifically
for cold chain monitoring and tracking from the edge to the cloud. Critical
data in this case were temperature, humidity, battery life, gas, air pressure,
location, and vibration data. These are stored locally in a log file that is
uploaded to Azure via NB-IoT and MQTT, the timing of which is triggered by GPS/BeiDou/GLONASS
data, thus making it more reliable when uploading material status information
at key points during transportation.
This required a tracking device to be packed
into each photoresist package, which adds to shipping costs. As such, a
lightweight design was a critical consideration. Advantech’s proposed NB-IoT
based cold chain sensor was not only compact and lightweight (>100 g;
dimensions: 75 × 75 × 23 mm), but it extended the battery lifetime of the
previous system from 14 to 30 days.
Real-time monitoring reduces defects and boosts production
Advantech’s extensive industrial expertise and comprehensive support services meant that they were able to offer customized services combined with advanced technology to effectively reduce the solution development time and costs. The proposed solution enabled real-time monitoring analysis of key materials, and this has contributed significantly to reducing the risk of material failure, which in turn has boosted production yield.
System Diagram
.png)

